-


-
-


-


WeChat

-
WeChat










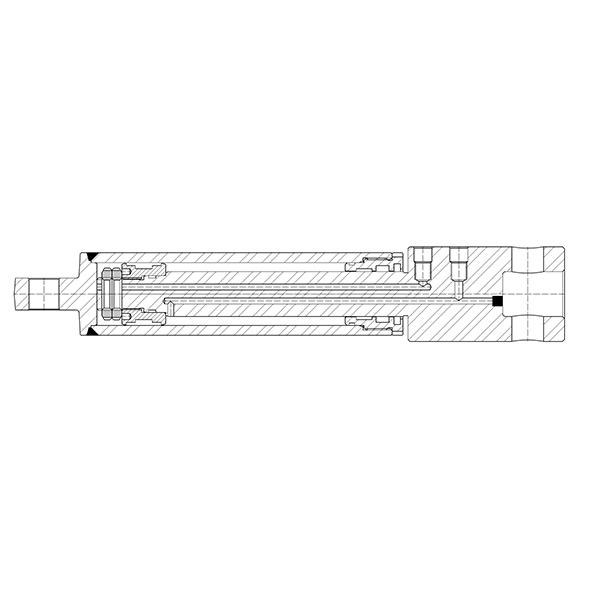
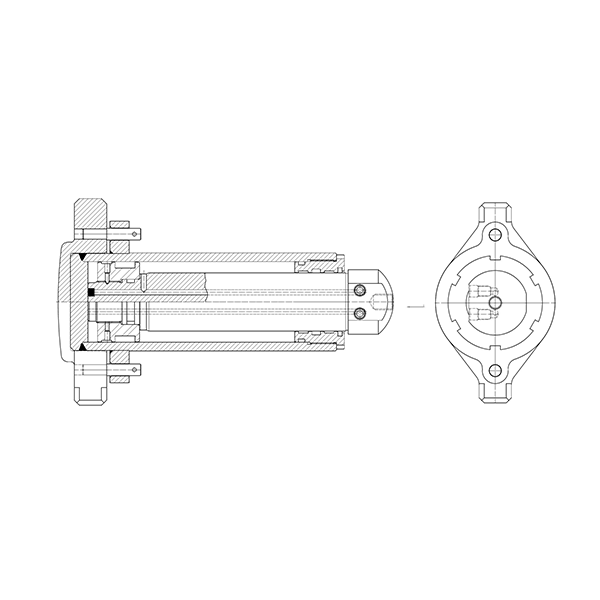
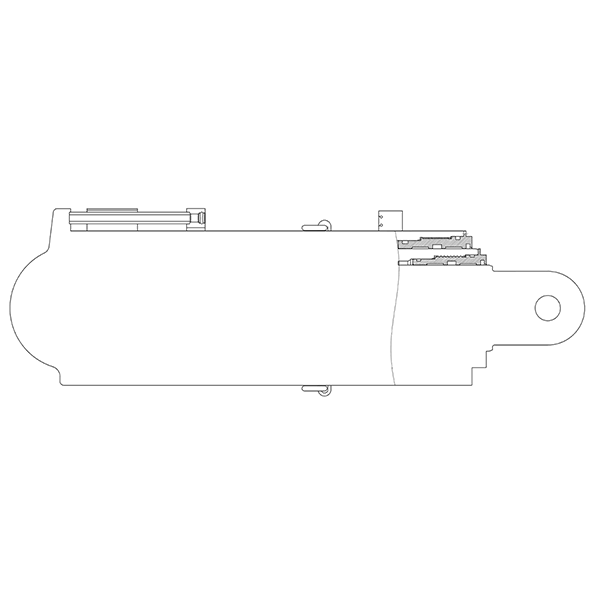
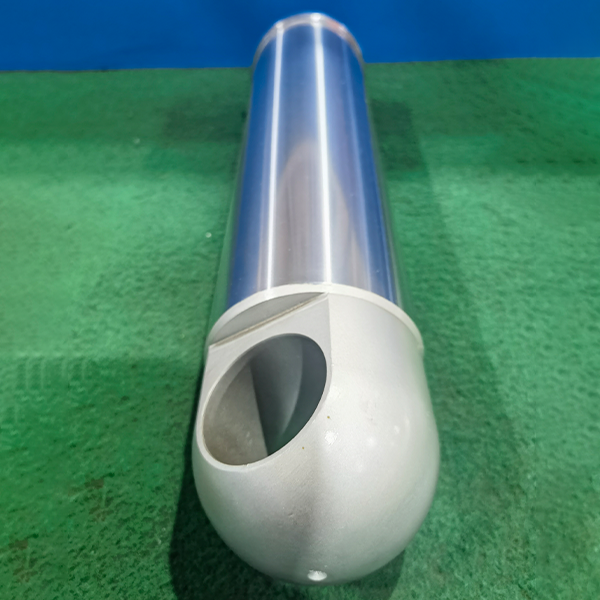
Технология наплавки внутреннего отверстия
Процесс плакирования отверстий является передовой технологией восстановления для плавления функционального слоя сплава на внутренней поверхности стенки ствола цилиндра, блока клапанов и так далее через поток высокоэнергетического луча.
Описание
маркер
Название: Плакирование отверстий
Введение:
I. Основное использование процесса плакирования отверстий
Процесс плакирования отверстий является передовой технологией восстановления для плавления функционального слоя сплава на внутренней поверхности стенки ствола цилиндра, блока клапанов и так далее через поток высокоэнергетического луча, который в основном используется для решения следующих ключевых проблем в гидравлической системе горной промышленности:
1. Ремонт износа
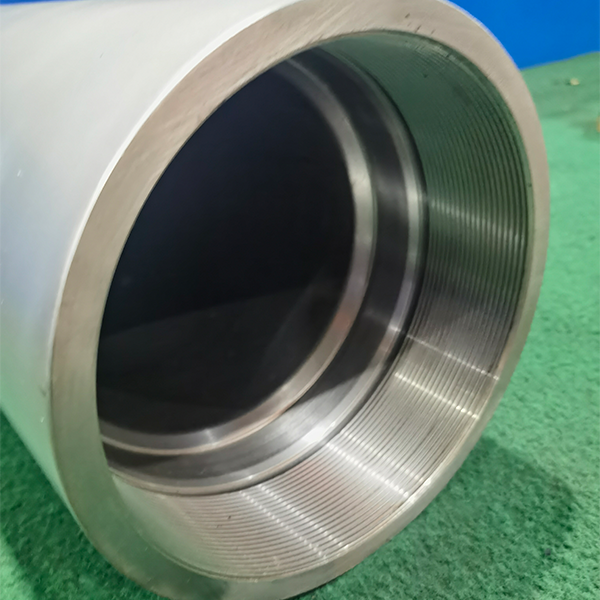
- Восстановление размеров царапин, заусенцев и коррозионных ям на внутреннем отверстии гидравлических цилиндров (Φ80-400 мм), с точностью ремонта ±0,03 мм.
- Приведите забракованный цилиндр обратно к стандарту допуска гидравлического цилиндра GB/T 2348 (класс H8).
2. Долгосрочное износостойкое усиление
- Внутренняя стенка ствола цилиндра, подверженная частым расширениям и сжатиям, покрыта слоем сплава толщиной 0,2-1,5 мм, твердость которого достигает HV800-1200.
- Устойчивость к абразивному износу загрязненных частиц в гидравлическом масле, срок службы увеличен в 5-10 раз.
3. Специальные функции
- Расплавленный MoS₂-содержащий самосмазывающийся слой (коэффициент трения <0,08) для снижения пусковой силы
- Демпфирующий слой сплава в шахте ударного давления для поглощения энергии вибрации.
II. Технические особенности процесса плакирования ствола
1. Система специальных плакирующих материалов
| Тип материала | Типичный состав | Эксплуатационные характеристики | Сценарии |
| Сплавы на основе железа | Fe55+20%WC | Низкая стоимость, HRC58-62 | Обычные цилиндры с колоннами |
| Сплавы на основе никеля | Ni60+35%WC | Термостойкость 900°C, HV1100+ | Стенды большой высоты |
| Сплавы на основе кобальта | CoCrW | Коррозионная стойкость, биосовместимость | Морское горное оборудование |
| Керметы | WC-12Co | Сверхтвердость HV1300+ | Полости клапанных блоков |
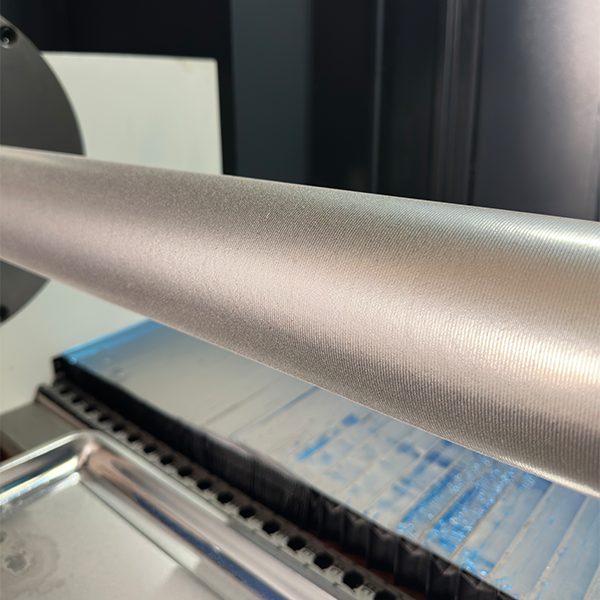
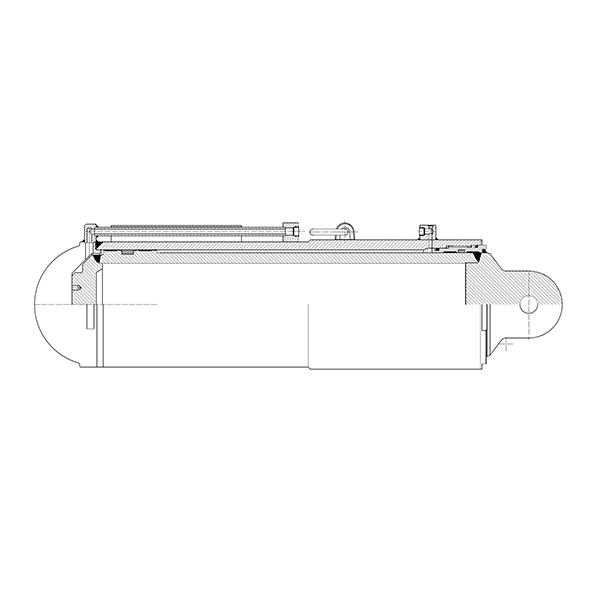
2. Технология прецизионной обработки внутренних отверстий
- Роботизированная система наплавки:
Шестиосевой роботизированный манипулятор + специализированная плавильная головка, минимальный внутренний диаметр Φ50 мм.
Скорость плавления 0,3-1,5 м/мин, контроль толщины слоя ±0,02 мм.
- Технология обработки композитов:
русалка
график LR
A [предварительная обработка отверстия] --> B [лазерная очистка и обезжиривание]
B --> C [предварительный нагрев 200-300 ℃]
C --> D [коаксиальная подача порошка плавления]
D --> E [онлайн тепловой калибровки]
E --> F [точность хонингования]
3. Интеллектуальное управление процессом
- Мультисенсорный контроль:
Инфракрасное измерение температуры (±5℃) + CCD-видение (позиционирование 0,02 мм) + акустическая эмиссия (обнаружение воздушных отверстий).
- Цифровая двойная система:
Оптимизация траектории плавления с помощью моделирования, контроль тепловой деформации в пределах 0,05 мм/м
4. Сравнение производительности традиционных процессов
| Показатели | Плакирование отверстия | Твердое хромирование | Азотирование |
| Прочность сцепления | ≥350 МПа | 80-120 МПа | Улучшение поверхности |
| Коррозионная стойкость | В 10 раз лучше, чем у подложки | Легко ржавеет | Общие сведения |
| Ремонтопригодность | Возможность многократного ремонта | Не подлежит ремонту | Невосстанавливаемые |
| Экологичность | Отсутствие загрязнения шестивалентным хромом | Высокотоксичная сточная вода | Загрязнение аммиаком |
5. Анализ экономических выгод
- Стоимость ремонта: 20-40 % от стоимости новой детали.
- Срок службы: в 1,2-2 раза больше, чем у новых деталей.
- Время простоя: на 70 % меньше, чем при замене новых деталей.
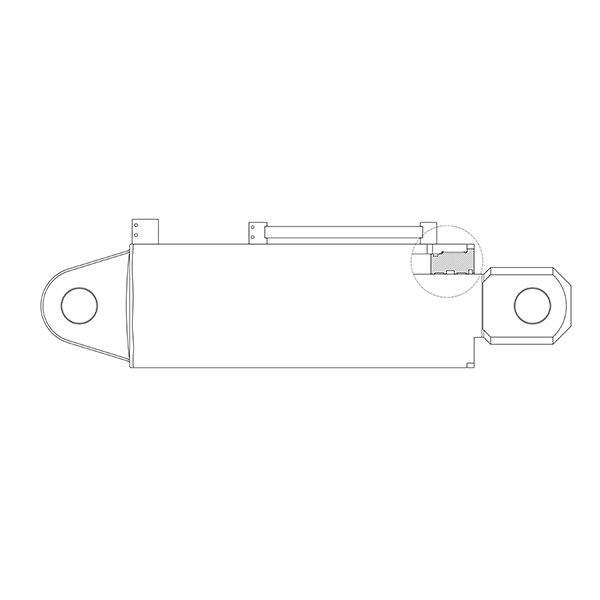
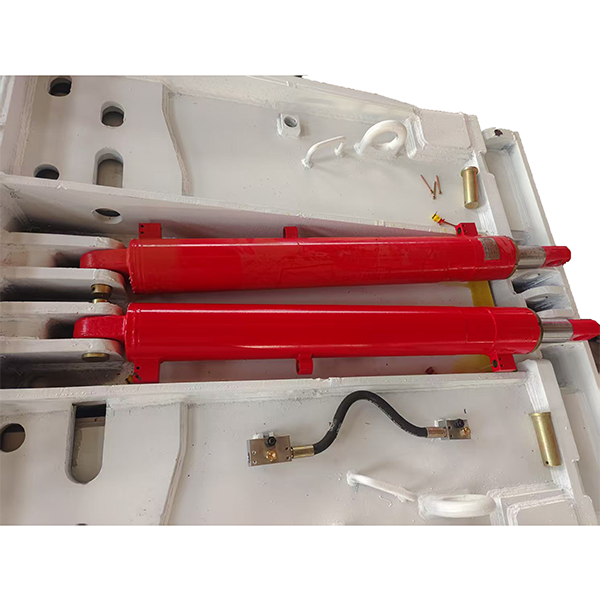
III. Типичные примеры применения
Регенерация цилиндра колонны:
- Глубина коррозии внутренней стенки ствола цилиндра Φ280 мм на шахте составляет 0,8 мм, после наплавки Ni60 + прецизионное хонингование, допуск размера восстанавливается до класса H8:
- Восстановление допуска размера до класса H8
- Отсутствие износа за 18 месяцев подземной эксплуатации (оригинальные хромированные детали используются только 6 месяцев).
IV. Направление технологической эволюции
1. Микро-нано-композитная облицовка:
Добавление наночастиц Al₂O₃/WC в порошок сплава, прорыв твердости HV1500
2. Интеллектуальная самовосстанавливающаяся плакировка:
Разработка функциональных градиентных материалов, содержащих микрокапсульные смазки
3. Полностью автоматическая система ремонта типа космической капсулы:
Единая замкнутая рабочая станция, объединяющая облицовку, инспекцию и отделку.
Эта технология стала жемчужиной в короне технологии восстановления горного гидравлического оборудования, а с развитием технологии направленного осаждения энергии (DED) и других технологий в будущем она будет способствовать вступлению гидравлических компонентов в новую эру "нулевого срока службы".
связаться с нами
Сопутствующие популярные продукты
Технология наплавки наружной поверхности
Процесс цилиндрической наплавки является ключевой технологией укрепления поверхности для наплавки износостойких и коррозионностойких слоев сплава на металлические поверхности с помощью тока высокоэнергетического луча (лазер/плазма).
Направляющая втулка стойки со стопорным кольцом
Карты ключ типа направляющей втулки является ключевым компонентом в гидравлической колонне для подключения живой колонны и цилиндра ствола, в шахте системы поддержки.
Боковой толкающий домкрат
Боковой толкающий домкрат является ключевым компонентом для позиционирования гидравлической крепи, в основном применяется для регулировки положения крепи и управления креплением горных выработок.
Резьбовая направляющая втулка домкрата
Процесс: термообработка твердость 240HB-280HB. поверхность (вид) с использованием процесса меднения. Направляющая втулка является ключевым компонентом в гидравлическом домкрате, установленном в конце ствола цилиндра, обернутого поршневым штоком.
Направляющая втулка со стопорным кольцом
Карта ключ типа направляющей втулки является ключевым направляющих и уплотнительных компонентов гидравлического цилиндра (таких как колонны, домкраты), находится между цилиндром ствола и штока поршня.
Однотелескопическая стойка
Однотелескопическая стойка является ключевым несущим компонентом шахтной гидравлической крепи,основное применение — поддержка кровли в средне-мощных пластах (мощность 1,5–3,5 м).
Подъемный домкрат основания
Домкрат подъема почвы — функциональный узел гидравлической крепи, решающий проблему передвижения крепи на слабых почвах.
Гильза цилиндра
Цилиндр баррель является основным давлением несущих частей гидравлического домкрата, как движение поршневого штока трек и уплотнительный контейнер гидравлического масла.
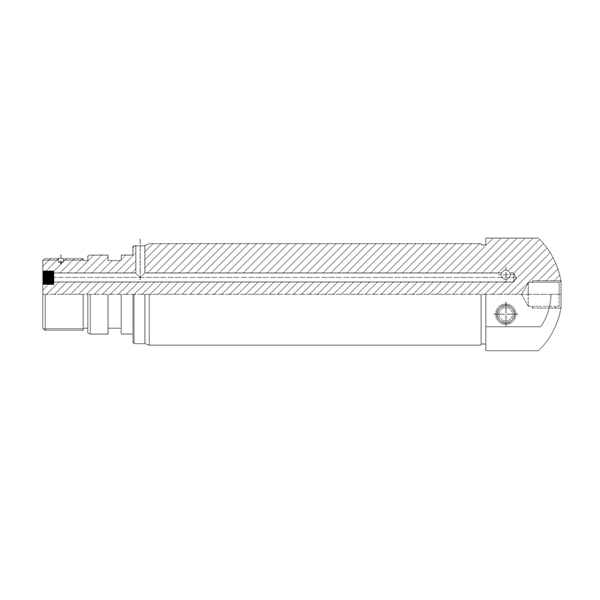
Полый шток поршня
Как встроенный гидравлический трубопровод передачи масла, непосредственно подключен к поршню на обоих концах масляной камеры, вместо традиционной внешней масляной трубы.
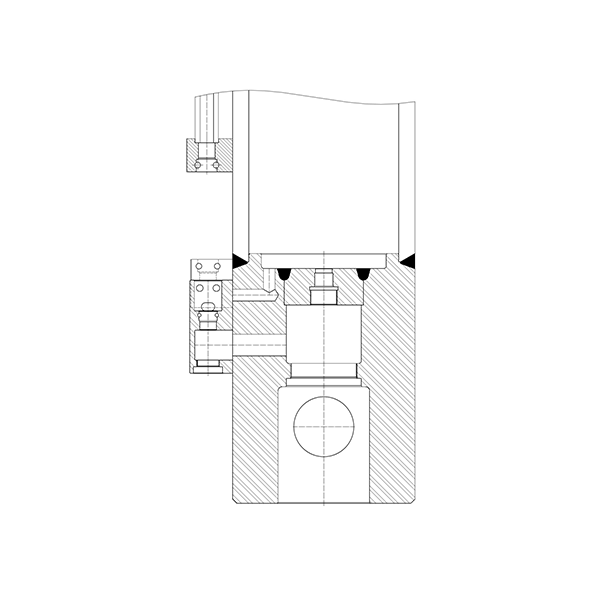
Днище цилиндра с датчиком
Датчик цилиндра дна является интеллектуальным терминал измерения давления гидравлического домкрата, интегрированный в нижней части корпуса цилиндра.
Резьбовая направляющая втулка стойки
Поддержание прямой линии движения живой колонны: направляющая втулка подходит к живой колонне через прецизионное отверстие, чтобы обеспечить движение живой колонны по прямой линии во время расширения и сжатия, предотвращая перекос или заклинивание.
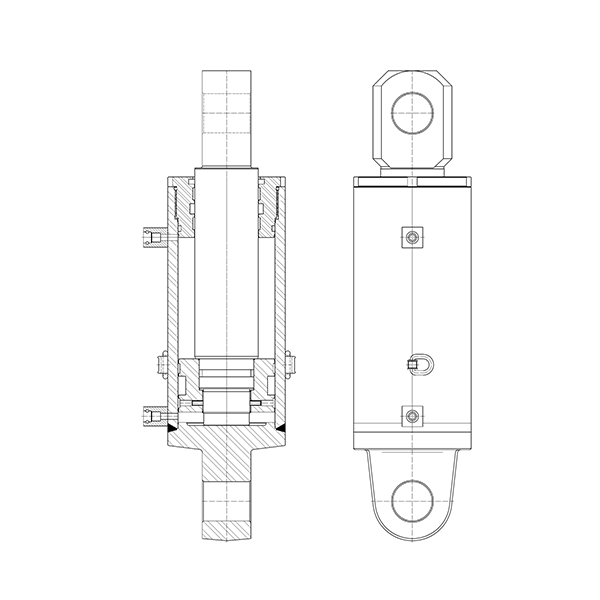
Телескопический домкрат
Телескопический гидродомкрат служит основным исполнительным элементом горношахтного оборудования, включая гидравлические крепи и системы опережающей поддержки кровли.
Крышка цилиндра
Головка цилиндра является ключевым давлением уплотнения и пылезащитные части гидравлической колонны, которая находится в конце ствола цилиндра.
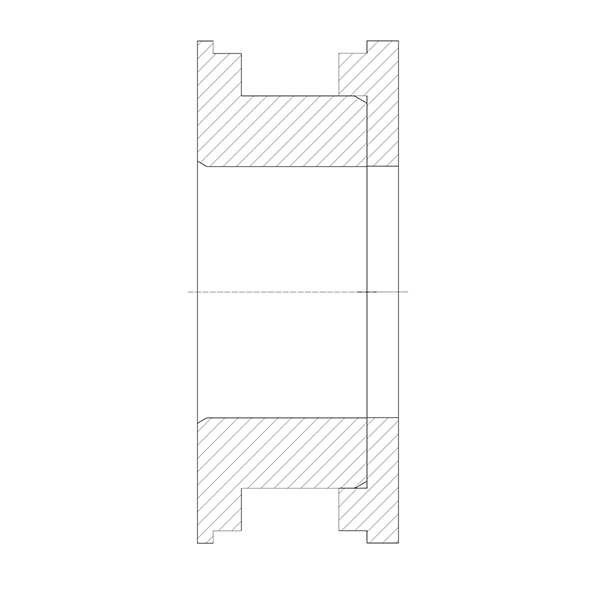
Промежуточная гильза
Средний цилиндр является основным компонентом двойной телескопической гидравлической колонны, расположенной между внешним цилиндром и живой колонной, и он принимает на себя ключевую роль в шахте гидравлической поддержки.
Шток поршня
Поршневой шток является основным компонентом передачи гидравлического домкрата, который принимает на себя ключевую роль в шахте опорной рамы (например, гидравлическая поддержка, поддержка обгона и т.д.).
Днище цилиндра с цапфами
цапфы цилиндра нижней является ключевым подшипником – сила передачи структуры гидравлического домкрата, расположенного в нижней части корпуса цилиндра, как подшипник и сочленение двойной функции.