-


-
-


-


WeChat

-
WeChat







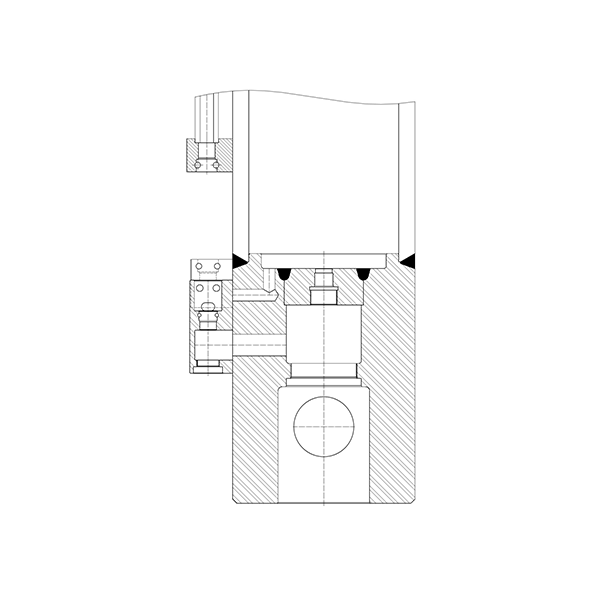

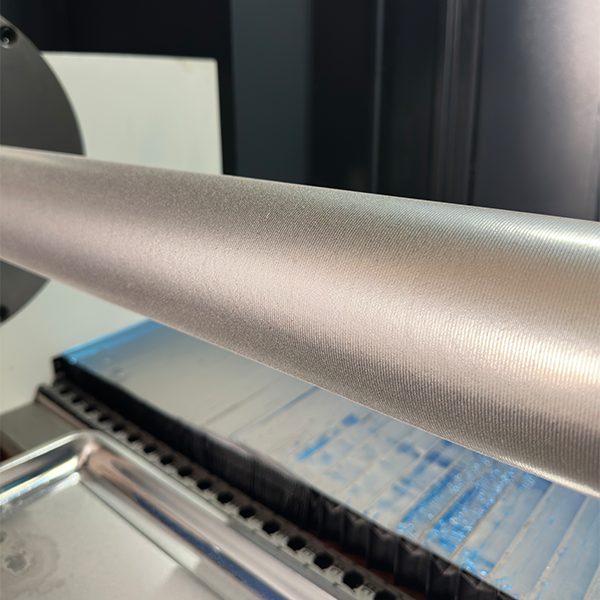

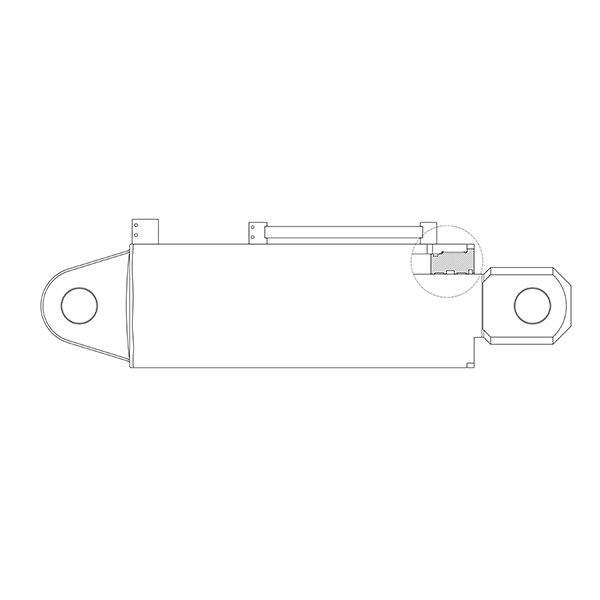
Технология наплавки наружной поверхности
Процесс цилиндрической наплавки является ключевой технологией укрепления поверхности для наплавки износостойких и коррозионностойких слоев сплава на металлические поверхности с помощью тока высокоэнергетического луча (лазер/плазма).
Описание
маркер
Наименование: Цилиндрическая наплавка
Введение:
I. Основное применение процесса цилиндрической наплавки
Процесс цилиндрической наплавки является ключевой технологией укрепления поверхности для наплавки износостойких и коррозионностойких слоев сплава на металлические поверхности с помощью тока высокоэнергетического луча (лазер/плазма), и его основное применение на гидравлических домкратах в горнодобывающей промышленности включает в себя:
1. Защита от экстремального износа
- Нанесение слоя сплава толщиной 0,3-1,2 мм на внешнюю поверхность штоков поршней, стволов цилиндров и других подвижных частей, с твердостью HRC55-65.
- Сопротивляясь абразивному износу подземных угольных отложений и горной пыли, срок службы увеличивается в 3-8 раз.
2. Защита от коррозионной среды
- В кислой шахтной воде (pH 3-5), в среде с высоким содержанием солевого тумана скорость коррозии плакированной обшивки составляет всего 1/10 от основного материала.
3. Ремонт ключевых компонентов
- Восстановление размеров наплавкой изношенных штоков домкратов/цилиндров по цене 30% от стоимости новых деталей.
4. Специальные функции
- Самосмазывающиеся поверхности благодаря градиентной наплавке (например, коэффициент трения наплавки из медного сплава <0,1).
- Демпфирующая наплавка из сплава для поглощения энергии вибрации в условиях удара.
II. Технологические особенности процесса цилиндрической плакировки
1. Система высокоэффективных плакирующих материалов
| Тип материала | Характеристики ингредиентов | Тип материала | Показатели |
| Сплавы на основе железа | Fe-Cr-B-Si | Сплавы на основе железа | Твердость HRC55-58, низкая стоимость |
| Сплавы на основе никеля | Ni60/WC | Сплавы на основе никеля | Твердость HRC62-65, термостойкость 800℃ |
| Сплавы на основе кобальта | Stellite 6 | Сплавы на основе кобальта | Устойчивость к кислотам и щелочам, срок службы в морской воде 10 лет |
| Керметы | WC-10Co4Cr | Керметы | Твердость HV1200-1500 |
2. Точное управление процессом сварки
Лазерное плавление (LMD):
Диаметр пятна 0,2-2 мм регулируется, зона термического воздействия <0,5 мм, деформация ≤ 0,1 мм/м
Скорость плавления **0,5-2 м/мин, точность толщины слоя ±0,05 мм
Плазменная сварка (PTA):
Для сварки большой толщины (один слой до 3 мм), эффективность осаждения 3-8 кг / ч
3. Интеллектуальное управление процессом
- Система онлайн-мониторинга:
Инфракрасная тепловизионная камера для контроля температуры расплава в режиме реального времени (точность контроля ± 10 ℃).
Система технического зрения CCD определяет морфологию канала расплава и автоматически регулирует параметры процесса.
- Интеграция роботов:
Шестиосевые роботы + сдвигатель для достижения полностью автоматического плавления и наплавки сложных поверхностей (например, стенок цилиндров).
4. Технология упрочнения композитов
- Градиентная наплавка:
Матрица → 50% WC переходный слой → 100% WC поверхностный слой, чтобы избежать трещин на границе раздела.
- Сверхзвуковая наплавка:
Ультразвуковая плакировка: пористость <0,5%, прочность сцепления ≥350МПа.
III. Типичные сценарии применения
1. Облицовка штока поршня колонны:
Наплавка поверхности штока Φ200 мм Ni60+30% WC, срок службы скважины увеличен с 6 месяцев до 3 лет.
2. Ремонт ствола цилиндра толкающего домкрата:
Внутренняя стенка ствола цилиндра с износом более 0,8 мм покрывается Fe55, восстанавливая допуск к первоначальному размеру.
3. Защита гидравлического цилиндра морской платформы:
Покрытие из сплава Stellite 6 на внешней поверхности, срок службы 8 лет в условиях коррозии в морской воде.
IV. Направление технологической эволюции
1. интеллектуальная облицовка:
Адаптивная система оптимизации параметров наплавки на основе машинного обучения
2. Наноупрочнение:
Добавление углеродных нанотрубок/графена в плакирующий слой, износостойкость будет увеличена на 50%
3. Зеленая плакировка:
Разработка бескобальтового и экологически чистого порошка сплава.
Эта технология стала основой современной системы восстановления горного оборудования, а в будущем, благодаря интеграции цифрового двойника, аддитивного производства и других технологий, она будет способствовать продвижению гидравлических компонентов к цели пожизненной замены без замены.
связаться с нами
Сопутствующие популярные продукты

Защитный домкрат крепи
Щитовой гидроцилиндр в составе крепи горных выработок является одним из ключевых компонентов гидравлической крепи. Основное применение — поддержание кровли и управление состоянием породного массива в очистном забое угольной шахты.
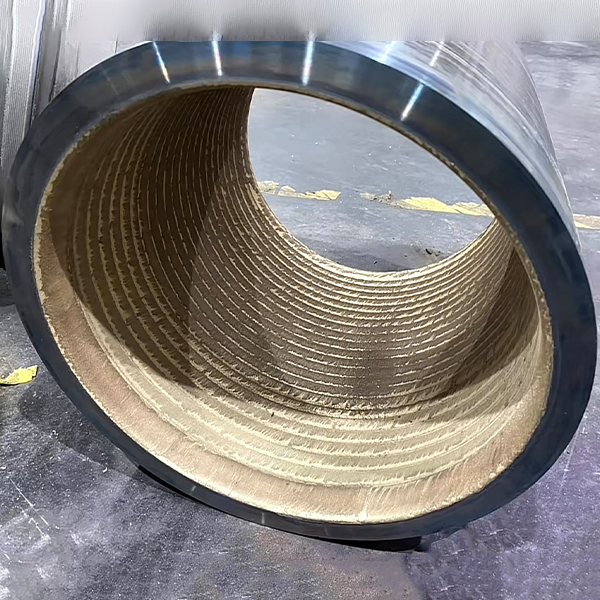
Технология наплавки внутреннего отверстия
Процесс плакирования отверстий является передовой технологией восстановления для плавления функционального слоя сплава на внутренней поверхности стенки ствола цилиндра, блока клапанов и так далее через поток высокоэнергетического луча.
Крышка цилиндра
Головка цилиндра является ключевым давлением уплотнения и пылезащитные части гидравлической колонны, которая находится в конце ствола цилиндра.
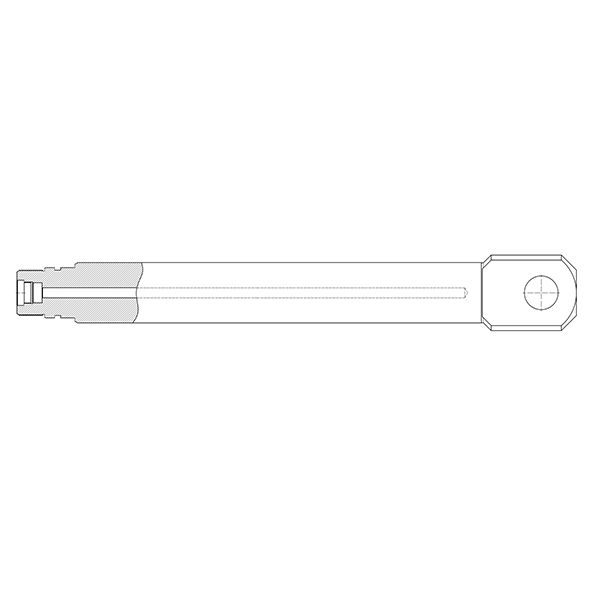
Шток поршня
Поршневой шток является основным компонентом передачи гидравлического домкрата, который принимает на себя ключевую роль в шахте опорной рамы (например, гидравлическая поддержка, поддержка обгона и т.д.).
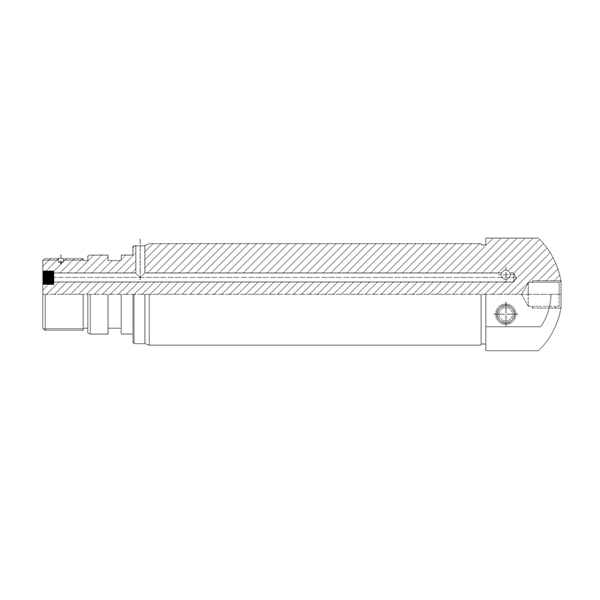
Полый шток поршня
Как встроенный гидравлический трубопровод передачи масла, непосредственно подключен к поршню на обоих концах масляной камеры, вместо традиционной внешней масляной трубы.
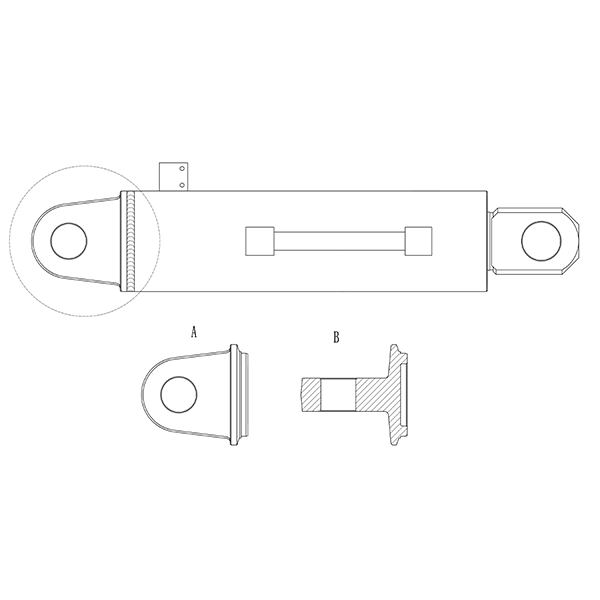
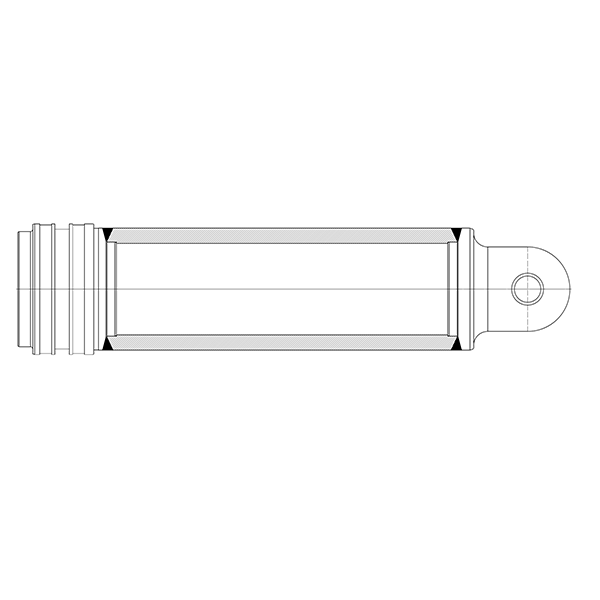
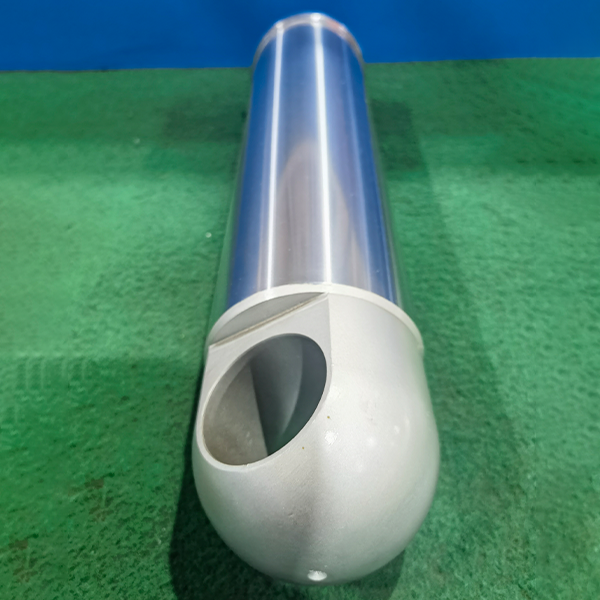
Днище цилиндра с цапфами
цапфы цилиндра нижней является ключевым подшипником – сила передачи структуры гидравлического домкрата, расположенного в нижней части корпуса цилиндра, как подшипник и сочленение двойной функции.
Цельный резьбовой поршень
Поршень является основным компонентом передачи гидравлического домкрата, ответственный за преобразование давления гидравлического масла в механическую тягу для достижения функции домкрата.
Однотелескопическая стойка
Однотелескопическая стойка является ключевым несущим компонентом шахтной гидравлической крепи,основное применение — поддержка кровли в средне-мощных пластах (мощность 1,5–3,5 м).
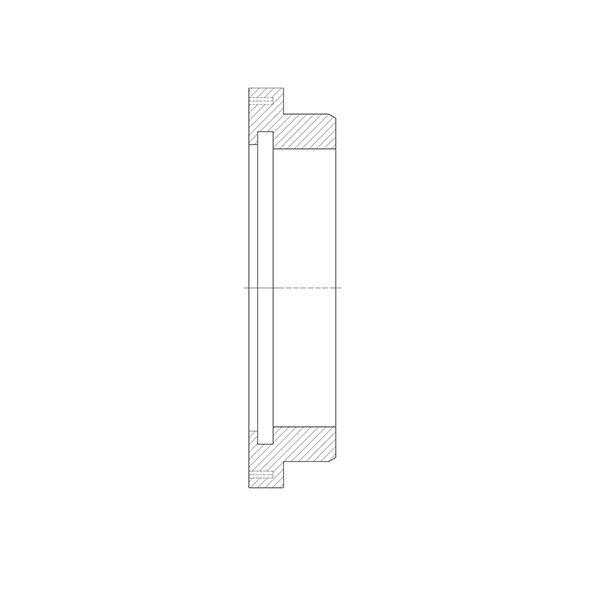
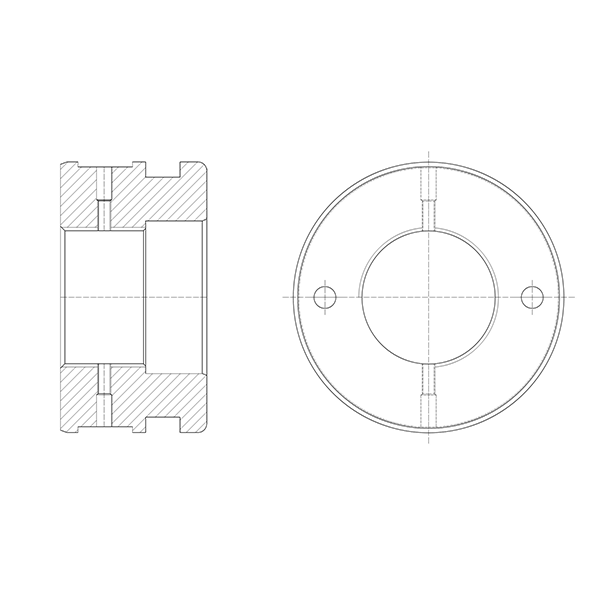
Направляющая втулка со стопорным кольцом
Карта ключ типа направляющей втулки является ключевым направляющих и уплотнительных компонентов гидравлического цилиндра (таких как колонны, домкраты), находится между цилиндром ствола и штока поршня.
Резьбовая направляющая втулка стойки
Поддержание прямой линии движения живой колонны: направляющая втулка подходит к живой колонне через прецизионное отверстие, чтобы обеспечить движение живой колонны по прямой линии во время расширения и сжатия, предотвращая перекос или заклинивание.
Резьбовая направляющая втулка домкрата
Процесс: термообработка твердость 240HB-280HB. поверхность (вид) с использованием процесса меднения. Направляющая втулка является ключевым компонентом в гидравлическом домкрате, установленном в конце ствола цилиндра, обернутого поршневым штоком.
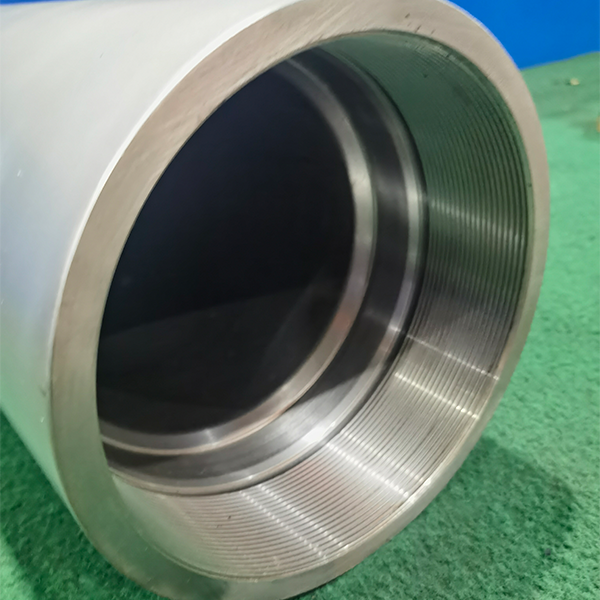
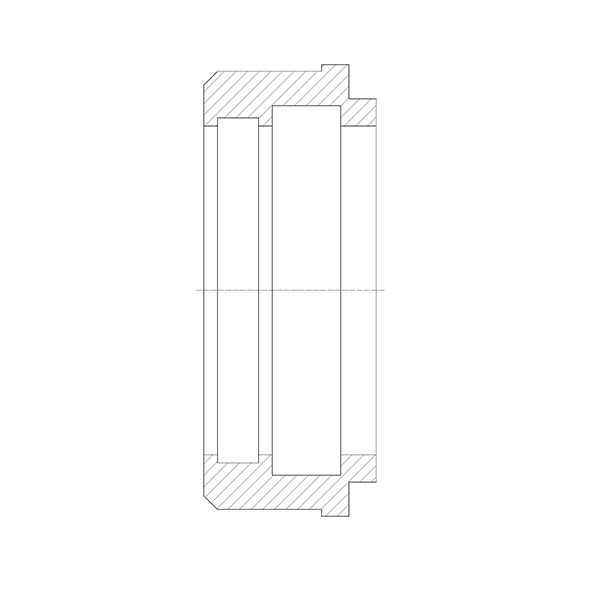
Гильза цилиндра
Цилиндр баррель является основным давлением несущих частей гидравлического домкрата, как движение поршневого штока трек и уплотнительный контейнер гидравлического масла.
Направляющая втулка стойки со стопорным кольцом
Карты ключ типа направляющей втулки является ключевым компонентом в гидравлической колонне для подключения живой колонны и цилиндра ствола, в шахте системы поддержки.
Штифт
Штырь является основным соединителем между структурными частями гидравлической крепи в шахте.
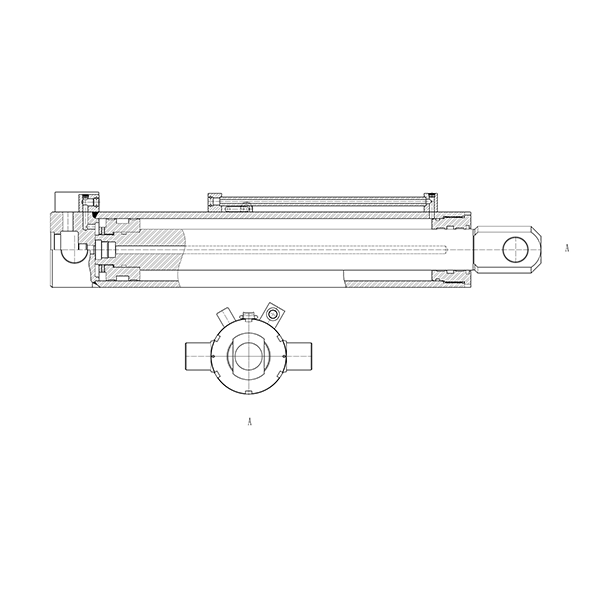
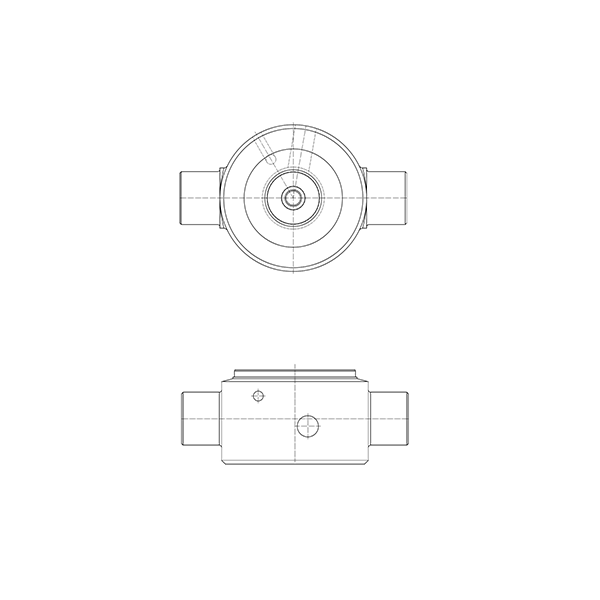
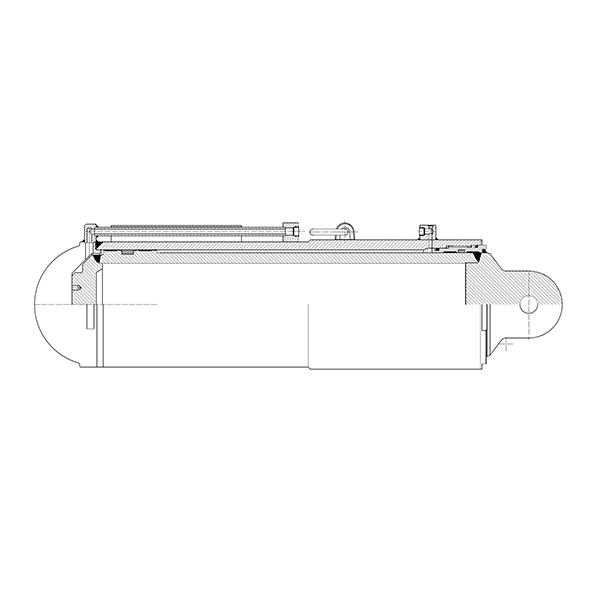
Проталкивающий домкрат
Выступает основным силовым компонентом гидравлической крепи (основной приводной элемент гидрокрепи), отвечает за продвижение всей секции крепи (передвижение всей стойки)
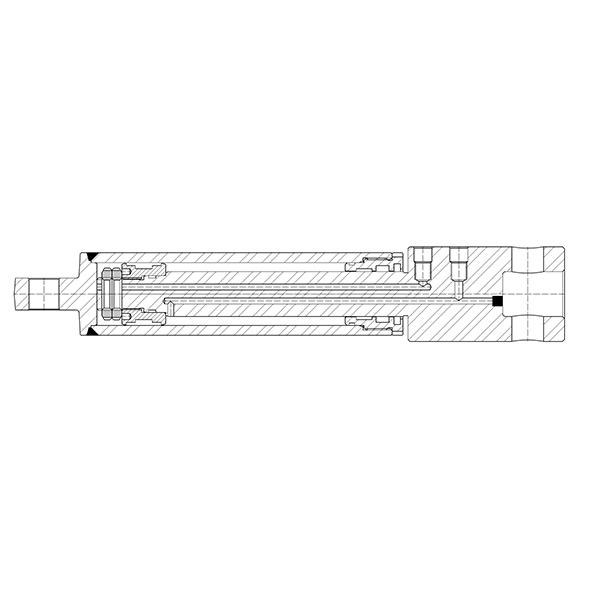
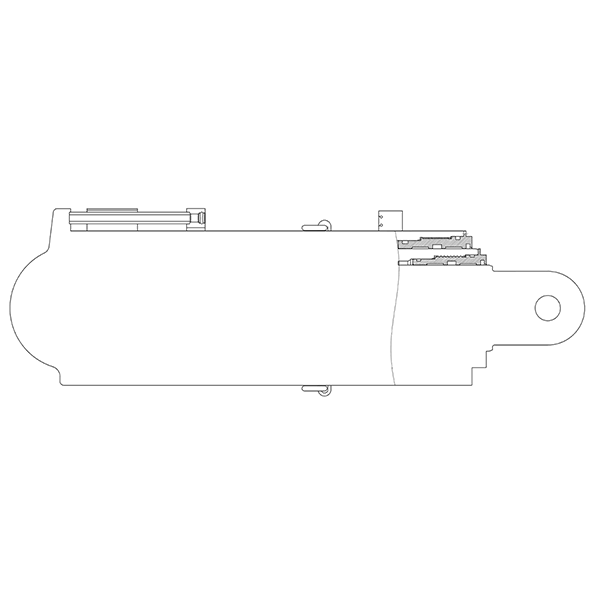
Технология интегрированных датчиков
Процесс глубокого отверстия встроенного датчика относится к встраиванию миниатюрных датчиков в закрытую полость основных движущихся частей (шток поршня/цилиндр ствола) внутри гидравлического домкрата для достижения мониторинга состояния оборудования в реальном времени на месте.